 切换行业
切换行业

摘要:随着国家政策的调整,众多企业本着节约、环保、高效率的目的,采取多种手段降低企业生产成本、降低污染率,为此,石油天然气等新兴能源的利用正在逐渐拉开序幕。伴随着新型工业燃气的广泛应用,燃烧器也得到了广泛的应用与发展。
关键词:石油工业 新型工业燃气 节约 环保 高效 乙炔 低NOx 燃烧器
一 . 概述
石油工业发展分为以下三个时期,第一阶段,一体化时期。在石油工业早期发展历史中,油气勘探开发与油田技术作业不是断然分开的,这两方面业务集中在同一个公司中。第二阶段,分立时期。油气勘探开发与技术服务逐步分离,独立的石油工程技术服务公司纷纷出现,同时一些国际石油公司也将内部的专业技术作业部门分立出去成为单独的作业公司,油气公司专门从事勘探开发生产活动,技术服务以提供单项技术服务为主,更多的勘探开发技术仍掌握在石油公司手中。第三阶段,即当前阶段--战略联盟时期。从20世纪90年代初期以来,市场竞争日益激烈,科学技术发挥的作用越来越重要,在这种大背景下,石油技术服务的范围、功能、方式都出现了质的变化。石油专业技术服务方式由单一的项目合作向全面的综合合作方式和战略联盟方向发展。由于油气工业的迅猛发展,推动了工业用燃烧器的广泛应用及产品多样化形式,工业用燃烧器的发展随着油气的发展经过了漫长的演变历程。从早期熔炉和烤炉简单装配的几套空气与燃气开口,到本森发明的预混燃烧器,及后来类似的喷嘴混合燃烧器,和现在为满足不同需求的特种燃烧器。燃烧器在理论及结构上都发生了深刻的变化,在很大程度上促进了现代工业的发展。
二 .早期的燃烧器
19世纪50年代燃气才被作为一种工业燃料而使用,那时使用的大多是由空气或者蒸汽与煤、焦炭或者木炭反应制成的人工燃气。燃气的可燃组分是一氧化碳和氢气,由于二氧化碳和氮气的含量很高,气体的热值比较低。当时很少有设备被称为燃烧器,熔炉和烤炉简单装配了几套空气与燃气开口(图1),而后两股气流在炉子内部混合燃烧。这种技术几年前仍存在于一些再生式玻璃熔炉和开式钢铁制造熔炉中。这种燃烧方式的火焰太大而且混合太慢不能满足很多燃烧室和更低热值的燃气,熔炉或燃料必须预热过否则很容易熄火。
预混式燃烧器是第一个为特定目的设计的燃烧器,它能追溯到100多年前本生及类似的实验室燃烧器,是今天预混式工业燃烧器的雏形。预混式燃烧器由头部及混合管两部分组成,在某些情况下,它们是各自独立的单元。混和器运用压力混和燃气和空气并把它们送到燃烧喷嘴处,在那找到稳定点对火焰点燃并控制火焰的形状。
罗伯特.本生设计的混和管是用燃气射流来卷吸空气形成预混,而后,预混气体通过喷嘴被点燃,这就是现在所说的大气式燃烧器(图2)。它只能预混理论空气的40%左右,剩下的由喷嘴周围区域供给,这种燃烧器主要用在有大量自由空气的环境中。
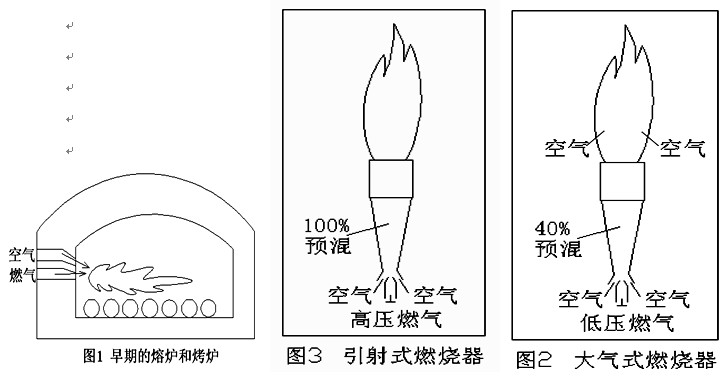
在有高压燃气供给的地方,燃烧器可以在完全预混的工况下工作。完全预混中的混合管与大气式燃烧器中的文丘里管很相似,我们称其为引射管(图3)。高压燃气从喷嘴流出,依靠本身的能量吸入燃烧所需的全部空气,并在引射管内进行混合,从而保证了较高的燃烧强度和燃烧温度,这种燃烧器更适合于工业工艺。
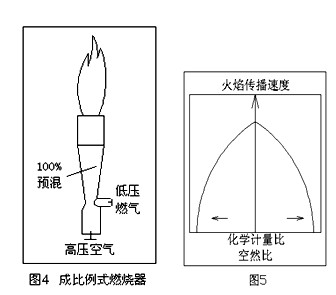
19世纪20年代早期,出现了一种适用于低压燃气的成比例混和管(图4)。它依照文丘里管的原理工作,就像一个引射器,不同之处在于它是空气卷吸燃气。即一定压力下的空气通过风机流过混和管的喉部,产生吸力吸入燃气。这种装置配合燃气调整器称大气调整器。它使得燃气在大气压下供给,确保了燃气与空气的比例不会有太大波动。这种系统允许燃烧器在100%预混的情况下工作,并且比大气式系统有着更好的灵活性,但用风机驱动增加了费用。
三 . 燃烧器的改进
所有的燃烧器都有独特的特性曲线、流动范围与燃气空气比例。在任何特性曲线外(工况)都会使燃烧器熄火。稳定燃烧率是由燃料可燃性的极限定义的,比如空气和天然气化学计量比大约是10:1,但是在5: 1的富燃状态到15:1的贫燃状态范围内混合物就可能燃烧。这些性质是燃气空气混合物的化学物理性质决定的。此外如果燃烧反应不能产生足够的热量以保持链反应进行,燃烧器将熄火。事实上,这些限制只能在严格控制的实验室条件下才能得到。在现实的工业生产条件下,由于火焰的热量被周围的烤炉或熔炉吸收,这些限制更为严格。
燃气空气混合物的流速对燃烧器的工作范围也有影响。在低流速情况下,预混燃烧器有最广泛的稳定燃烧范围。随着燃烧负荷的增加,混和气体穿过燃烧器的速度增加,此时容易出现离焰(脱火)。为了保持火焰稳定在燃烧器喷嘴处,将需要更多的热量传给后继引入的燃气空气混合物,这就要求有更热的火焰以及混合物的比例更接近于化学计量比。其结果如图5所示的特性曲线。最终混合物速度很高使得燃烧器的富贫比率极限汇聚成一点。在此流速下,燃烧器很难设置,极轻微的扰动都会使燃烧器熄火。在更高的流速下,气体根本不能点燃,这就是我们定义的预混燃烧器的最大着火率。通过对混合物低速区的一体化设计可以改善燃烧器的工作范围(如图6)。
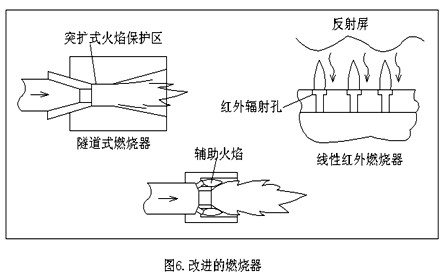
通常为了使火焰稳定,应当在局部地区保持气流速度和火焰传播速度之间的平衡。隧道式燃烧器的喷嘴末端有一个突然的扩大,这样提供了一个保护区,在保护区内混合物以低速度循环燃烧,就像是混合物主流的点火环一样。辅助火焰型燃烧器依靠一圈小孔使部分混合气沿喷嘴进入环形缝隙,在那里形成一圈稳定的火焰,为通过中心的主体混合气提供了可靠的点火源。线性红外燃烧器有大量的小孔,其中一些火焰通过保护区或孔口周围的阶梯来稳定,其它的依靠反射屏反射火焰的热量来稳定。
四 .热工艺炉内工况的改进
使用稀薄空气的烤炉可以从燃烧器周围吸入空气,冷却小的热点并搅拌炉内空气使其更为均匀(图7-1);但当熔炉在更高温度下工作时,唯一避免过热的方法就是周期性的关闭燃烧器;有复合燃烧器的熔炉中的问题,是长时间在小着火率下工作,燃烧室内的温度极不均匀,燃烧器前方极热而其它地方则很冷。对于有着大燃烧室的直燃熔炉的限制是,快速预混火焰太短且紧凑,不能在燃烧室内均匀地投射热量,这样即使在高着火率下也有可能发生温度的不一致性。增大燃烧器有助于这个问题的解决,但是回火问题就会出现。
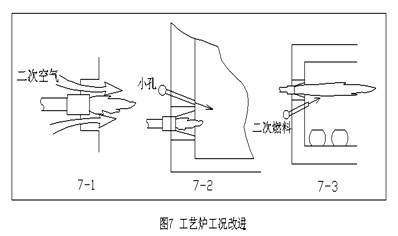
为了解决上述问题,设计者对烤炉、熔炉及燃烧器进行了大量不同工作区的模拟。在一台受温度不均匀和微火情况下出力不足所困扰的复合燃烧器熔炉中,设计者在接近燃烧器的地方开了些小直径的孔,助燃空气经小孔流入燃烧室形成发散冷却的同时,还在燃烧室内壁形成一层冷却保护膜,防止炽热烟气对内壁的破坏(图7-2)。
在需要更长更亮的火焰的地方,设计者有时采取额外燃气或燃料油喷射,给火焰注入二次燃料(图7-3)。但这个方法有许多缺点,它可能产生黑烟,高耗油率以及派烟中存在大量的一氧化碳、氢气和其它一些可燃气体。
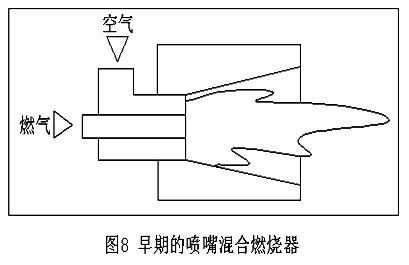
五 .近代燃烧器的发展20世纪20年代早期,有几款单机喷嘴混合燃烧器开始了商业销售。
大多数是相当简单的,本质上就是两个同心管,一个走空气,另一个走燃气(图8)。这两股气流保持分离状态直到点火处,所以不会出现回火现象。除此以外,这种燃烧器与预混燃烧器在设计中没有什么改进。在高着火率的条件下,火焰也不容易脱火,但混合比率的波动仍旧是有极限的,空气与燃气的速度一定要小心控制,以确保洁净稳定的火焰。
此后,设计者们很快意识到,在燃气与空气出口处安装一些火焰稳定设备,如漩流叶片、圆盘或者突出物来辅助混合过程,有助于延展着火范围和混合比例范围。对于扩展中的火焰,这些稳定器同时也产生一些安全点来自我稳定,这使得燃烧器的稳定性大有改善。随着时间的推移,更多巧妙复杂的稳定器被设计出来,燃烧器的特性曲线也得到了延展。它们可以得到比较高的着火率,并在比预混式燃烧器更宽泛的燃气空气比率下工作。
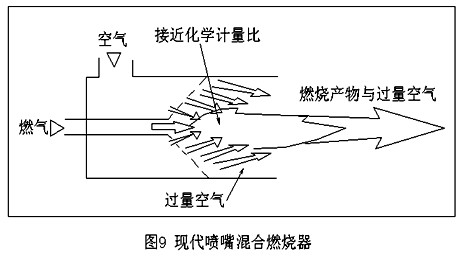
二次世界大战和朝鲜战争促使新金属与新材料得到发展,与此同时,工业热循环逐步被人们所认识。这就产生了使燃烧器要在比以前更宽泛的燃气空气比例下工作的要求(特别是空气过剩的情况下)。通常通过控制气流速度以及节流燃气来满足工艺温度的需要,设计者使燃烧器能在化学计量比和极贫状况下工作。分阶段混合使燃烧器能在空气燃气比例在50、100、200比1甚至更高的情况下工作。其基本理念就是控制燃气与空气的流速,这样在任何地点空燃比都不会超出着火极限。如图9,燃烧器穿孔的火焰稳定器把一股气流分散为几小股气流。当燃烧器在微火状况下时,只有很少量的燃气穿过它,火焰后退很接近喷嘴,只有少量的空气与其接触,此处的空燃比接近化学计量比,火焰是稳定且清洁的。燃烧产物在移向燃烧器的过程中遇到了过量空气,这样燃烧产物与空气混合可以把温度降低到任何一个工艺需求值。如果热负荷增大并且需要更高的温度,控制系统就会增加燃气的流量,随着燃气寻找足够的空气进行燃烧,火焰就会拉长,但在沿着气流路径的所有的点上,实际与燃气混合的空气量并不超过完全燃烧所需空气量。
六 .当代燃烧器的发展
随着着火率与空燃比问题的解决,设计者们继续迎接使火焰成形以适应特别工艺的挑战。从20世纪20年代开始到50年代产生了许多有着高火焰稳定性、宽泛的着火率和空燃比的燃烧器。通过控制燃气与空气的速度与方向,可以得到各种形状的火焰,从平板型、碟型到长型与细铅笔型(图10)。
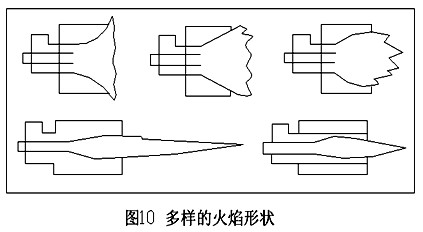
燃烧器的多样性使它们适用于多种工艺。
20世纪60年代开始出现了高速或者高动量燃烧器,这种燃烧器相当于在一个鼓风式燃烧器的出口处增设一个带有烟气喷嘴的燃烧室。燃气和空气在燃烧室内进行强烈的混合和燃烧,完全燃烧的高温烟气以高流速喷进炉内,与工件进行强烈的对流换热,这种燃烧器的负荷可达2330KW。
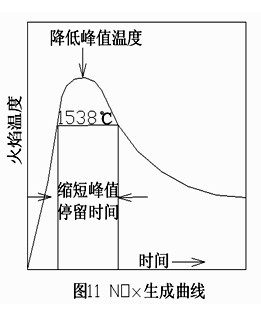
到了20世纪80年代,大部分工业操作的灵活性和传热需要得到了满足。燃烧器设计与发展的脚步好像要放慢了,但一个新的挑战出现了--减少NOX的排放。这是相当难的一个课题:许多支持高燃烧效率、低一氧化碳及烃类排放的燃烧器都会提高NOX的排放级别。在高温应用情况下,燃烧预热是一种流行的节能方法,但是它提高了火焰的温度,而高火焰温度是高NOX排放的主要因素。大多数NOX形成于火焰温度达到峰值1538℃到1760℃的几秒钟里。如果温度能控制在1538℃以下,或者使达到峰值温度以上的时间最小化(图11),将会减少NOX的排放。
目前国内外已采用的多种新型低NOX 燃烧器,其抑制原理大都是采用促进混合,分割火焰,烟气再循环,阶段燃烧,浓淡燃烧以及它们的组合形式。阶段燃烧可以降低燃烧温度,允许火焰有辐射热损失。空气分段燃烧器就是依照这个原理工作的。首先只有一部分空气与燃气接触,形成了富燃低温火焰,这种火焰允许燃气完成燃烧过程之前释放部分热量;燃料分段燃烧器则是燃气流被分开,所以在燃烧器运行的早期是贫燃的,剩下的燃气通过一个小的通道加入到火焰的下游,这时火焰已经放出了部分热量并且降低了温度;此外在火焰达到最高燃烧温度之前,向火焰内注射一些热阻性物质(运用最广泛的是冷的燃气)也可以减少NOX的排放,这就是燃气再循环技术。
燃烧空气的低氧含量也可以降低火焰温度,称其为空气损伤。这个技术通常包含烟气与空气的混合,有代表性的是空气的氧含量被稀释到18%至19%。一些预混式燃烧器在此过程中获得了新生,贫燃预混燃烧器在很接近贫燃稳定极限的状态下工作,形成了低NOX排放且相对冷的火焰。
红外辐射燃烧器在接近正常比例或高火焰温度情况下仍有着极低的NOX排放性能。它们的火焰是燃烧的燃气薄层,紧紧贴缚在燃烧器的表面。火焰中燃气的停留时间很短,随着火焰向外辐射能量火焰迅速冷却。典型的有催化氧化红外辐射燃烧器,燃气在表面催化层的催化作用下进行燃烧,不出现火焰,由表面催化层向外辐射能量,这种辐射器为扩散式燃烧不会回火且表面温度较低,产生极少量的NOX。
七 .新型工业燃气的应用
除了在燃烧器方面的改进外,采用催化燃烧技巧对于降低NOX的排放也起着重要的作用。
采用催化燃烧代替原来的非催化燃烧可使燃气的燃烧更完全,降低助燃空气的预热温度,燃料在催化剂表面进行的完全氧化反应。在催化燃烧反应过程中,反应物在催化剂表面形成低能量的表面自由基,生成振动激发态产物,并以红外辐射方式释放出能量;在反应完全进行的同时,通过催化剂的选择性来有效地抑制生成有毒有害物质的副反应发生,基本上不产生或很少产生NOx、CO和HC等污染物。由于通过控制燃烧反应所需的能量来确保空气中的N2不能与O2发生反应,因此催化燃烧将烟气中的NOx排放量减至最低。
“十一五”期间,我国国内油气勘探开发取得了新的进展,油气生产保持了良性循环。进入“十一五”后,尽管我国石油和天然气年产量仍将继续保持增长,但更为快速的需求增长将使我国石油和天然气供应年缺口量进一步增大。专家指出,我国油气工业的发展要围绕资源、节约、国际化、储备四大战略展开。作为一个油气消费大国,节约潜力很大。专家认为,我国油气资源的节约,应抓好交通运输业,发展经济型、节油型轿车,促进发动机更新换代。严格限制大排量、高耗油汽车生产和消费。发展压缩天然气、液化石油气等替代运输燃料,以石油石化、电力、冶金、建材等部门为重点,大力推进替代燃料的应用。
随着国家政策的调整,众多企业本着节约、环保、高效率的目的,采取多种手段降低企业生产成本、降低污染率,为此,石油天然气等新兴能源的利用正在逐渐拉开序幕。
催化天然气在工业领域的应用逐渐得到深化,由于天然气热值低,燃烧裂解不够充分,因此需要对天然气采取催化燃烧的手段以满足工业生产的需要。
在燃烧炉应用领域天然气发挥着重要的作用,从理论上讲热处理炉对热能的各种需要,天然气都能满足,实践中的确也如此。只有少数细小零件只适于感应加热,少数零件只需要表面加热时只能用感应加热。其余所有热处理炉对热能的需要都可以用天然气来满足。但因天然气进入市场为时较晚,所以目前机械行业中热处理的能源仍以电能为主。
热处理工艺对温度的要求根据工艺的不同,从200℃--1000℃。天然气都能以不同的方式很好地满足。某些热处理工艺对燃烧环境有较高的要求(温度精度、气氛含氧等)。现在天然气燃烧技术也能满足。
燃气加热炉相对于燃煤和燃油加热炉有很明显的优势,所以在有气源的地方正逐渐取代其他燃料炉。
天然气锻造炉的优势更加明显,如天然气的洁净优势可以将对排放物对环境的影响降到最低。有了这种优势,加热炉尾气可以直接排入厂房内而不至于影响车间生产环境。天然气锻造炉不需要依赖烟囱的抽力就能运行,只需要有高出炉顶2米左右的铁烟囱即可。这样一来既可以节省烟道和烟囱投资,又可以使炉子安装时不受烟道位置的限制,工艺流程布置更合理。天然气加热炉顶的短小烟囱很容易制成热交换器,将燃烧所需要的助燃风进行预热,从而提高热效率。对于中小型锻造加热炉,天然气燃烧机一般装在顶部。对于中大型加热炉,燃烧器装在两侧。为了使炉膛温度均匀,应选用高速燃烧器。锻造加热所用的燃烧器一般不采用全自动机电一体化燃烧器,而采用自动分体式燃烧器,这样有利于得到高速火焰,也便于灵活的工艺控制。
陶瓷生产是能源消耗非常大的工业生产,它不单是单台设备耗能巨大,更重要的是社会生活生产对陶瓷的需求很大,导致陶瓷窑炉在社会上的保有量也很大。所以陶瓷窑炉耗能总量是惊人的,让天然气进入陶瓷行业将会有很大的市场前景。
天然气陶瓷窑具有独特的优势,天然气含杂质极少,燃烧时火焰的洁净度很高,不会发生杂质污损产品的现象,从而提高产品合格率,尤其对于高档产品更为明显。对于非洁净能源窑炉,为了不让能源杂质污损产品就必须采取隔焰措施。方法之一是将窑设计成隔焰窑,火焰燃烧室与工件加热区严格用碳化硅板隔开,使火焰根本不会与产品接触,火焰将碳化硅板烧红,由碳化硅板向工件辐射热能,达到烧成的目的。方法之二是用耐火材料制成匣钵,将工件密扣在匣钵中再进炉烧制,这样也可以防止火焰杂质影响产品质量。隔焰窑的建造成本远高于裸烧窑,匣装不但要增加匣钵,还会减少装炉量和增加匣钵的蓄热损失。而对于天然气窑炉而言,火焰洁净度高,可以直接与产品接触不会影响产品质量,所以这些增加成本的损失都不会发生。
燃油窑与燃气窑炉比较,劳动强度就高出许多。这是因为油料在喷出烧嘴时总会在出口处生成积炭,越是粘度大的油品,积炭现象越严重。产生积炭的烧嘴无正常工作,必须取下清除积炭。这是一项又脏又累的工作,粘油的储存、加热流化也是一件有劳动强度的工作。因此采用燃气窑炉能大幅度减轻劳动强度。液化石油气应用在陶瓷窑上性能与天然气相同,一公斤液化石油的热值约是一立方天然气热值的1.2倍。但一公斤液化石油气的价格是一立方天然气的二倍以上。(各地不同,最高可达四倍以上)自产煤气的成本相对比天然气低,但它的性能较差。其一,热值低,4—5立方煤气的热值与1立方天然气热值相当;其二,煤气中的焦油加上灰尘能很快将管道堵塞,必需经常疏通,否则无法正常工作。其三,煤气中的杂质会影响产品白度,甚至产生疵点,不得不采取隔焰措施,从而提高了成本。
铜铝熔化炉中目前仍以电炉为主,其次是燃油炉,只有少数地区在使用燃气作燃料。以天然气为燃料时相对于其他炉有更大的优势,所以在这个产品中存在很大的市场。
以天然气为燃料的优势:
① 与电熔炉和柴油熔炉比,天然气炉在运行费用上有明显的优热 。
② 燃料油中含有硫,燃烧后这些硫会在产品表面留下一层白色粉状物。对某些要求较高的产品,这种白粉会影响外观质量。
③ 铜熔炉在工作中炉中的铜液会因与表面的空气接触产生严重氧化。电熔炉为解决这个问题,就会在铜液上不断加一些炭,炭浮在铜液表面并不断燃烧,消耗与铜液接触的氧气,从而保护铜液不被氧化。但这样一来就增加了铜渣,增加了铜的烧损。在天然气铜熔炉中就不会发生这样的现象,因为天燃气火焰直接喷到铜液表面上,扩散式燃烧会消耗铜液表面的氧气,既保护了铜液,又不会产生杂质。
在工业燃气炉的应用方面天然气不仅发挥了重要的作用,在工业焊割领域,天然气同样发挥着重要的作用。
乙炔气在工业领域的发展推动了社会的进步,但由于乙炔气因其易燃易爆,安全系数低,生产过程中耗能、耗电,污染环境,生产成本偏高,以至在生产、存储、运输、使用、环保及价格方面存在诸多缺陷和隐患,发展受到了很大限制,因此许多国家都在研制新的更安全、更节能的工业燃气。催化天然气是目前焊割气领域价格最为经济的一种工业燃气,较之乙炔,更适合室内作业,能够降低工业燃气可能带来的危害。乙炔气和新型工业燃气的使用基本是一致的,其构造主要由主体、乙炔调节阀、预热氧调节阀、切割氧调节阀、喷嘴、射吸管、混合气管、切割氧气管、割嘴、手柄、乙炔管接头、氧气管接头。乙炔气割炬分射吸式和等压式两种。乙炔是靠预热火焰的氧气射入射吸管而被吸入射吸管内,这种割炬适用于低压或中压乙炔,目前用得多的也是射吸式割炬。根据测试,新型工业燃气使用乙炔环形割嘴会直接导致燃气燃烧效率下降,因此,新型工业燃气一般采用梅花割嘴,降低燃气流量,增加燃气表面受热面积,提升火焰温度。乙炔气割炬见(图12)割嘴见(图13)
随着人类社会的发展、能源结构的调整,人类生活文明程度的提高,保护生态环境、净化家园逐渐成为大家的共识。新型工业燃气的发展及相关产品的开发利用,正逐渐改变着工业领域能源产品的消费格局,在未来的日子里,节约环保高效的新能源产品将会得到广泛的利用。
参考文献
[1] 傅忠诚.燃气燃烧新装置[M].北京:中国建筑工业出版社,1984
[2] 汤雨明.燃气红外线燃烧技术的探讨「J].煤气与热力,2002,22(6):521一522,525.
[3] 陈绥蕃、黄庆生等.预燃式燃气烧嘴的设计与应用.工业炉,1996 NO.2
[4] 尹丹模等.一种新型的高性能预燃式燃烧器的研制.工业炉, 1993 NO
[5] 孙景荣 刘宏.气焊工. 化学工业出版社 ,2007




 正在加载...
正在加载...


