 切换行业
切换行业

根据《2021年北京市地方标准制修订项目计划》,由我委组织编制的北京市地方标准《城镇燃气管道翻转内衬法施工及验收规程》征求意见稿已完成。根据《北京市地方标准管理办法》的要求,现在网上公开征求意见,欢迎提出宝贵意见。
请将意见填入“意见反馈表”中,于2021年9月20日前,以e-mail或传真的方式反馈给我委。
(联系人:孙思琦;联系电话:66055921;电子邮箱:sunsiqi@csglw.beijing.gov.cn)
目次
前言
1 范围31
2 规范性引用文件31
3 术语和定义31
4 基本要求32
5 材料33
5.1 一般规定33
5.2 管状复合内衬材料33
5.3 粘合剂34
6 管道清理34
6.1 一般规定34
6.2 高压水清理34
6.3 喷砂清理35
7 翻转内衬35
7.1 一般规定35
7.2 翻转施工35
7.3 固化及端头处理35
7.4 翻转内衬修复质量检查36
7.5 样管测试36
8 试验与验收37
8.1 一般规定37
8.2 修复后管道的压力试验37
8.3 验收37
附 录 A (资料性) 修复更新后的管道接支管和抢修38
附 录 B (规范性) 翻转内衬修复施工记录39
附 录 C (规范性) 样管90°剥离强度试验40
附 录 D (规范性) 样管水压爆破试验42
前言
本文件按照GB/T 1.1-2020《标准化工作导则 第1部分:标准化文件的结构和起草规则》的规定起草。
本文件代替DB11/T 1136-2014《燃气输配工程设计施工验收技术规定》,与DB11/T 1136-2014相比,除结构调整和编辑性改动外,主要技术变化如下:
——更改闭路电视管道内窥检测设备的相关要求(4.13);
——更改翻转内衬法修复技术过弯能力的指标(见4.4);
——删除机械清理的相关要求(见2014版的6.3);
——增加高压燃气管道翻转内衬修复前采用高压水清理的条件(见6.2.1);
——增加翻转内衬法修复时的翻转压力、翻转速度等控制指标(见7.2.6);
——增加资料性附录 “翻转内衬修复后的管道接支管和抢修”的内容(附录A)。
本文件由北京市城市管理委员会提出并归口。
本文件起草单位:
本文件主要起草人:
本文件及其所替代文件的历次版本发布情况为:
——2014年首次发布为DB11/T 1136-2014;
——本次为第二次修订。
引 言
为保证翻转内衬法修复埋地城镇燃气管道的质量,消除管道因泄漏带来的隐患,保障城镇居民的生命财产安全,编制组经过广泛调查研究,认真总结全国城镇燃气管道非开挖翻转内衬法修复的实践经验,依据国家现行相关标准,参考国外先进标准,在广泛征求意见的基础上修订本规程。
城镇燃气管道采用翻转内衬法修复后运行期间的管道接支管和抢修虽不属于本规程的适用范围,但考虑到实际的应用需求,本规程将相关内容编制为资料性附录供相关单位参考。
城镇燃气管道翻转内衬法施工及验收规程
1 范围
本文件规定了城镇燃气管道翻转内衬法修复工程的基本要求、材料、管道清理、翻转内衬、试验与验收的要求。
本文件适用于设计压力不超过2.5MPa,公称尺寸DN100(含)至DN1000(含)的室外城镇燃气管道翻转内衬法修复工程的施工及验收。其他市政管道的修复工程可参照执行。
2 规范性引用文件
下列文件的内容通过文中的规范性引用而构成本文件必不可少的条款。其中,注日期的引用文件,仅注日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 3512 橡胶热空气老化试验方法
GB/T 3923.1 纺织品 织物拉伸性能 第1部分:断裂强力和断裂伸长率的测定 条样法
GB/T 11547 塑料 耐液体化学试剂性能的测定
GB/T 15558.1-2015 燃气用埋地聚乙烯(PE)管道系统 第1部分:管材
CJJ 33 城镇燃气输配工程施工及验收规范
CJJ 51 城镇燃气设施运行、维护和抢修安全技术规程
3 术语和定义
下列术语和定义适用于本文件。
3.1
翻转 inversion
利用气压将浸透了粘合剂的管状复合内衬材料翻入管道内,并使浸有粘合剂的一面与管道内壁相粘接的操作工艺过程。
3.2
翻转内衬法 cured-in-place pipe
以压缩空气或水为动力,将浸渍胶粘剂的管状复合内衬材料翻转推入旧管道,经固化后形成一层与管道内壁紧密贴合的内衬层的管道内修复施工技术。
3.3
管状复合内衬材料 tubular compound lining material
气密性内衬层与无缝织物浸渍热固结合,一次成型且无搭接、与在役管道内径一致的材料。
3.4
粘合剂 adhesive
翻转时用以粘结管状复合内衬材料与金属管道内壁的胶状物质。
3.5
高压水清理 hydroblasting
利用高压水射流去除管道内污垢等的清理作业方法。
3.6
喷砂清理 sand blasting
采用压缩空气为动力,以形成高速喷射束将砂料高速喷射到管道内表面,通过砂料对金属表面的冲击作用,使管道内表面获得所需清洁度和粗糙度的清理作业方法。
3.7
闭路电视管道内窥检测 closed circuit television inspection
利用闭路电视管道内窥检测系统,对管道内部进行360°全方位检查的检测方法。
4 基本要求
4.1 施工前应对燃气管道翻转内衬法修复所需的管状复合内衬材料及粘合剂进行外观检查和质量证明文件查验,包装应完好,标志应清晰,质量证明文件、第三方检验机构出具的检验报告等资料应齐全,检验项目及标准应符合本规程第5章的规定。质量证明文件和第三方检验机构出具的检验报告证明该材料适用于拟修复燃气管道的压力级制。
4.2 运用翻转内衬法对管道进行修复,修复后管道的最大允许工作压力不应高于修复前在役管道的最大工作压力。
注:修复前在役管道的最大工作压力指修复前在役管道在正常的运行条件下的最高允许压力。
4.3 翻转内衬法修复技术可用于公称尺寸大于等于DN100、设计压力不高于0.4MPa的中低压钢质或铸铁燃气管道,以及公称尺寸大于等于DN200、且设计压力不超过2.5MPa的次高压及高压B钢质燃气管道。
4.4 翻转内衬法修复技术及辅助管道清理技术应具备清理、修复1.5D的90°弯头能力。
4.5 施工单位应根据设计方案和现场实际情况制定施工方案。
4.6 技术实施前应先确定断管部位以及清理工作坑和翻转工作坑的位置。工作坑宜在预留接气点、管道三通、阀门、变径处或管道修复前应废除的抽水缸处开挖,工作坑开挖应避开地下构筑物、地下管线及其他障碍物。工作段的分段长度不宜大于400m。
4.7 所需开挖工作坑的大小根据其功能、作业所需空间、管道直径和埋设深度决定。断管前应测试残余燃气浓度,确保燃气浓度不高于体积浓度1%。断管长度应符合表1要求,工作坑开挖宜参照表1实施。
表1 工作坑的尺寸
| 管径 | 工作坑宽 | 翻转坑内需要截断的管道长度 | 翻转坑长度 | 清理坑内需要截断的管道长度 | 清理坑的长度 |
| DN≤ 300 | > 1.3m | ≥ 2.5m | ≥ 4.0m | ≥ 2.0m | ≥ 3.0m |
| DN 400 | > 1.4m | ≥ 3.0m | ≥ 4.5m | ≥ 2.0m | ≥ 3.0m |
| DN 500 | > 1.5m | ≥ 3.5m | ≥ 5.0m | ≥ 2.0m | ≥ 3.0m |
| DN≥ 600 | > 1.6m | ≥ 3.5m | ≥ 5.5m | ≥ 2.0m | ≥ 3.0m |
4.8 对在役管道的停气、置换和放散应符合CJJ 51的有关规定。
4.9 两工作段连接用短管的材质性能应不低于在役管道材质,且应满足在役管道的焊接要求。钢质管道还应进行外防腐处理,防腐性能不应低于原防腐层。短管连接、防腐施工和验收应符合CJJ 33的规定。
4.10 已进行外防腐的管道经翻转内衬法修复后,应对管道的外防腐层及阴极保护系统(含测试装置、阳极、绝缘接头和恒电位仪)进行维护和管理。
4.11 翻转内衬法修复应采用以压缩空气作为翻转动力的翻转设备并保证翻转设备的安全性。
4.12采用的闭路电视管道内窥检测设备应具备全彩图片、记录、慢动作、逐帧回放、防爆等功能,镜头应具有旋转及变焦等功能等功能。检测设备应配备水平分辨率不低于460线的CCD摄像头。
4.13施工现场所使用的设备应满足工程需要,并应安全、低噪声,且不得对空气、地面和水源造成污染。
4.14 翻转内衬修复工程验收合格后未投入使用的燃气管道应采取安全措施,且应符合CJJ 51的规定。
4.15 施工过程记录除应符合本规程提出的要求外,还应满足管道完整性管理的需求。
4.16 当在翻转内衬法修复的燃气管道上接支管或抢修时,可参照附录A进行施工。
1 材料
1.1 一般规定
5.1.1 材料运抵施工现场入库后应检查其包装是否完好、是否符合5.2及5.3所规定的相关要求,检测结果应进行记录。搬运和运输材料时应保持密封、防尘放水、防止破损。
5.1.2 燃气管道翻转内衬法修复所使用的管状复合内衬材料应使用避光包装,粘合剂应密封恒温(15℃±2℃)保存,管状复合内衬材料在自生产之日起24个月内使用,粘合剂在自生产之日起12个月内使用。
5.1.3 储存超过24个月的内衬材料及储存超过12个月的粘合剂应在使用前重新进行一次5.2及5.3所规定的检测,并对检测结果进行记录,检测合格方可使用。
1.2 管状复合内衬材料
5.2.1 管状复合内衬材料的纺织基材应使用一次性纺织成型的、无缝的、无搭接的管状织物。
5.2.2 管状复合内衬材料的膜材应为耐磨弹性高分子材料。
5.2.3 纺织基材与膜材应互相浸渍热固结合,一次成型且无搭接。
5.2.4 管状复合内衬材料上应清晰标注其长度、尺寸、产品系列号、生产标准号,每个标识间隔不应超过1.5m。
5.2.5 每一批次或每3000m的管状复合内衬材料应至少进行一次厚度、单位面积克重及平铺宽度的测量,测量结果应不低于生产商提供的最小值,测试方法如下:
——厚度及单位面积克重:在均匀分布在整个内衬材料上的3个位置分别取1片100mm×100mm的内衬材料,试样的4边应尽可能与材料编织层织物的经、纬走向平行,而后进行测量并按照生产商提供的最小值进行比对。
——平铺宽度:在任意位置取1m内衬,压平后在均匀分布的3个位置进行测量,并按照生产商提供的最小值进行比对。
5.2.6 每一批次的管状复合内衬材料应进行气密性检测。在任意位置取1m内衬试样,使织物面朝外并装填水,当水压升至试验压力的50%时,应进行初检;如无异常现象,则应继续缓慢升压至该批纺织内衬能承受的最大翻转压力的1.3倍,保压20分钟后,观察压力计,无明显压力降为合格。否则视该批次纺织内衬质量不合格。
5.2.7 每一批次的管状复合内衬材料应按照GB/T 3923.1进行拉伸性能测试,测试结果应符合表2要求。
表2 管状复合内衬材料拉伸性能要求
| 断裂强度 N/cm | 断裂伸长率 % | |
| 经向 | ≥800 | ≥20 |
| 纬向 | ≥800 | ≥20 |
5.2.8 每一批次的管状复合内衬材料应按照GB/T 3512进行老化处理,将试样置于70℃±2℃的老化装置中30天自然通风老化后,在23℃±2℃、湿度50℃±5%的环境中继续放置至少48小时。
随后应按照GB/T 3923.1进行拉伸性能试验,得出的平均数值不应比5.2.7得出数值降低超过25%或提高超过50%。
5.2.9 每一批次的管状复合内衬材料应按照GB/T 11547进行耐燃气组分测试,合成冷凝液应按照GB/T 15558.1-2015中的6.1.8.2配制,浸泡温度为23℃±2℃,浸泡时间为4周。
浸泡干燥后称量,试样单位面积克重不应低于试验前单位面积克重的95%。
浸泡后立即测量试样的拉伸强度及断裂拉伸应变,得出的平均数值的变化不应高于5.2.7测试得出数值的20%。
1.1 粘合剂
5.3.1 每一批次的粘合剂应取样进行粘度测试,测试结果应符合生产商提供的规格和公差数据。
5.3.2 每一批次的粘合剂应取样待其固化后进行耐燃气组分测试。固化后试样面积宜为30mm×30mm,厚度宜为1.5mm~2mm,试验方法与5.2.9相同。
浸泡干燥后称量,试样质量不应低于试验前质量的95%。
2 管道清理
2.1 一般规定
6.1.1 清理方案应根据管道内部情况制定。
6.1.2 翻转内衬修复前应清除管道中所有填充物、边缘尖利的焊瘤及杂物等所有会影响修复的障碍物。
6.1.3 燃气管道翻转内衬修复前应采用喷砂及吸砂系统进行喷砂清理。
6.1.4 曾经输送过人工煤气的在役管道,应先进行高压水清理,再进行喷砂清理。
6.1.5 清理前与清理完成后,应采用闭路电视管道内窥检测设备窥察管道内部情况与检查清理效果。
6.1.6 所有闭路电视管道内窥检测视频资料应以通用格式MPEG或AVI及时进行物理存档,并交由专人负责收集整理。
6.1.8 各项清理完成后的管道应及时施工或对管道两端进行封堵保护。
2.2 高压水清理
6.2.1 使用高压水对管道内壁进行清理时,清理后使用风机和海绵球对管壁进行干燥。清理后的管道应内壁干燥,无污物。如有必要,应再次进行清理。
6.2.2 对清理出的污水及污物应进行收集,并应集中处理。
2.3 喷砂清理
6.3.1 喷砂清理应采用专业设备(喷砂系统及吸砂系统),吸砂设备应具备100%吸除可见粉尘的能力。
6.3.2 管道喷砂清理完成后,应采用闭路电视管道内窥检测设备检查清理效果,除锈效果应达到金属表面处理等级Sa2.5级,表面无可见的油脂和污物,且无氧化皮、铁锈、涂层和外来杂质。任何污染物的残留痕迹应仅呈现为点状或条纹状的轻微色斑。如不达标,应再次进行清理。
6.3.3 管道喷砂清理效果检验合格后,在翻转修复之前应对管道进行密封处理。
3 翻转内衬
3.1 一般规定
7.1.1 施工现场应具有放置翻转设备、辅助工具及材料的空间。
7.1.2 施工全过程应按照表B.1进行详细记录,项目填写齐全、字迹清晰并存挡。
7.1.3 翻转修复后的管道应及时进行下一步施工或对管道两端进行封堵保护。
7.1.4 翻转修复后,应使用新制钢管对各个翻转段进行连接,采用焊接方式进行连接时应对已修复管道内的内衬进行保护,避免内衬因焊渣或焊接产生的热量受到破坏。
3.2 翻转施工
7.2.1 施工前,应按照实际工程模拟制作试件进行水压爆破测试与剥离强度试验,并应提供测试合格报告。试验方法见附录C与附录D,试验结果应符合表4与表5的要求。
7.2.2 翻转操作前,应对管状复合内衬材料直径与长度进行核查,并采用闭路电视管道内窥检测设备对管道内部情况和管道总长度进行复核和记录。
7.2.3 粘合剂基料和固化剂应按比例充分混合均匀,搅拌桶内不应进入水滴和灰尘等杂质。粘合剂基料和固化剂开封后应一次性用完。
7.2.4 装入粘合剂的管状复合内衬材料应通过设定好固定间隙的滚筒进行碾压,粘合剂应完全浸透管状复合内衬材料纺织层经向及纬向分布空间。
7.2.5 启动翻转设备前,翻转端口应连接牢固。
7.2.6 翻转过程当中应根据管径严格控制翻转压力并进行记录。宜使用自动控压、控速翻转设备,并应符合下列规定:
a)翻转压力应小于0.15MPa,且应保证翻转压力稳定,压力变化值不超过±0.002MPa;
b)翻转速度应小于5m/min,且应保证翻转速度稳定,速度变化值不超过±0.5m/min。
3.3 固化及端头处理
7.3.1 在整个固化过程中固化压力须保持稳定,宜在管端连接压缩空气瓶组或空压机,补充可能的压力损失。
7.3.2 固化时间应满足表3的最短固化时间要求。
表3 固化时间表
| 燃气管道设计压力P | 土壤温度 | 最短固化时间 |
| ℃ | h | |
| 0.4MPa<P≤2.5MPa | 25 | 48 |
| 20 | 72 | |
| 15 | 96 | |
| 10 | 120 | |
| P≤0.4MPa | ≥10 | 24 |
| <10 | 24a | |
| a 需额外添加催化剂 | ||
7.3.3 固化结束后应缓慢卸压,不应使管内形成负压。
7.3.4 固化过程压力数据应通过压力测试仪器进行全程记录并存档。
7.3.5 工作段的两端内衬应环切出焊接的热影响区,切除长度应为管径的1/2且不小于150mm;切口应整齐。
7.3.6 工作段两端内衬切口处应使用胀圈及粘合剂固定。
1.1 翻转内衬修复质量检查
7.4.1 固化过程完成并进行端口处理完毕后,应采用闭路电视管道内窥检测设备对翻转质量进行检查和记录。
7.4.2 除管道转弯及弯头处可存在少量皱褶外,整个翻转段应连续和光滑,无污浊、无皱褶、无空鼓、无分层。
1.2 样管测试
7.5.1 90°剥离强度试验
采用翻转内衬法修复管道,在粘合剂固化完成后,应从每1000m的修复后管道上截取一段不少于0.5m长的样管进行内衬90°(圆周方向)剥离强度试验。样管宜从翻转段的前端或末端截取,应在样管顶部标明样管截取的工作坑号,翻转段及翻转日期。试验方法见附录C,试验数据及内容应按照表C.1进行记录。试验结果应符合表4要求。
表4 剥离强度要求
| 管线设计压力PN MPa | 剥离强度 N/cm |
| PN≤0.4 | ≥10 |
| 0.4<PN≤1.6 | ≥17 |
| 1.6<PN≤2.5 | ≥25 |
7.5.2 水压爆破测试
每个工程应在修复过程中制作一段样管并截取用于水压爆破测试,样管制作方法见附录D。应在样管顶部标明样管截取的工作坑号、翻转段及翻转日期。试验方法同见附录D,试验数据及内容应进行记录并出具试验报告。
样管加压至修复后管道最大工作压力的1.5倍并保压的过程中,钢管开孔处内衬应保持密闭,且不应出现明显鼓出现象;加压至2.5MPa并保压的过程中开孔处内衬应继续保持密闭,且不应出现明显鼓出现象。
修复后管道的爆破试验结果应符合表5要求。
表5 爆破压力要求
| 燃气管道设计压力PN MPa | 爆破压力 MPa |
| PN≤0.4 | ≥5.0 |
| 0.4<PN≤1.6 | ≥6.0 |
| 1.6<PN≤2.5 | ≥8.0 |
1 试验与验收
1.1 一般规定
8.1.1 翻转内衬法修复用管状复合内衬材料与粘合剂的质量证明文件、第三方检验机构检验报告等资料应齐全。
8.1.2 修复后燃气管道试验前应具备下列条件:
——管道修复施工已按设计文件和本标准的规定进行施工质量检查;
——管道各连接部位的安装和接口质量已严格按照CJJ 33进行检验。
8.1.3 燃气管道翻转内衬法修复工程的竣工验收,应由建设单位组织设计单位、施工单位、监理单位按本标准要求进行联合验收。
1.2 修复后管道的压力试验
8.2.1 修复后管道应进行强度试验,试验按照CJJ 33的相关规定执行。
8.2.2 修复后管道整体应进行严密性试验,试验按照CJJ 33的相关规定执行。
1.3 验收
8.3.1 燃气管道翻转内衬法修复工程的竣工验收应按照CJJ 33的工程竣工验收规定和本标准进行。
8.3.2 工程整体竣工资料除CJJ 33规定的内容之外,还应包含下列内容:聚乙烯燃气管道的连接应符合下列规定:
——管状复合内衬材料及粘合剂的合格证、质量证明文件及第三方检验机构检验报告;
——管道清理及翻转内衬施工过程的闭路电视管道内窥检测视频资料;
——翻转内衬修复施工记录;
——修复后样管试验报告。
附 录 A
(资料性)
修复更新后的管道接支管和抢修
A.1 修复后的燃气管道宜在设计预留的位置接支管。
A.2 当在翻转内衬法修复的燃气管道上接支管或抢修时,应由原翻转内衬修复单位配合;并应符合下列规定:
——当在带气的燃气管道上接支管时,应选择连接短管处开孔。当短管处不能满足要求时,可在修复后的管道上进行开孔封堵机械作业;开孔封堵机械作业应符合CJJ 51的规定,焊接管件时应采取局部降温处理;
——当采用翻转内衬法修复的燃气管道受损泄漏时,应停气断管,实施抢修。断管后应将受热影响的内衬材料割除并按7.3.5的要求进行端口处理后,再进行施工。
附 录 A
(规范性)
翻转内衬修复施工记录
表B.1 翻转内衬法施工记录表
| 记录号: | 日期: | ||
| 执行公司: | 记录员: | ||
| 实施工程 | 翻转操作员: | ||
| 城市: | 翻转仓设备号: | ||
| 街道: | 内衬长度: m | ||
| 管段位置 | 内衬厚度: mm | ||
| 名称: | 内衬外径: mm | ||
| 起点: | 内衬批号: | ||
| 终点: | 粘合剂类型: | ||
| 管段长度: m | 批号(A料): (基料) | ||
| 标称内径: 材质: | 批号(B料): (固化剂) | ||
| 实测管道内径 | 粘合剂用量: 公斤 | ||
| 管道开端: mm | 混胶比例(A/B)= | ||
| 管道末端: mm | 混合后粘合剂温度: ℃ | ||
| 温度/天气 | 轧轴间距: mm | ||
| 大气温度: ℃ | |||
| 土壤温度: ℃ (干燥/雨天/雾) | |||
| 施工过程控制 | |||
| 清理:(日期) | 脏污程度: (一般/严重) | ||
| 自 至 | 特殊淤积物(比如焦油): (是/否) | ||
| 是否进行附加清理措施: (是/否) | |||
| CCTV检测:(日期) | 障碍物: (有/无) | ||
| 清理措施: | |||
| 清理结果: | |||
| 翻转:(日期,时间) | 翻转内衬压力: | ||
| 自 至 | p最小: bar p最大: bar | ||
| 固化:(日期,时间) | 固化压力: | ||
| 自 至 | p最小: bar p最大: bar | ||
| CCTV检测最终结果: | |||
| 截取样管: (是/否) 长度: m | |||
| 特殊事件: | |||
| 记录员 | 翻转操作员 | 项目经理 | |
附 录 A
(规范性)
样管90°剥离强度试验
A.1 试验原理
通过B.2所示试验设备,剥离样管上与管道内壁粘接在一起的纺织内衬材料,并记录剥离过程中的剥离强度。
A.2 试验设备
试验设备设计应按照图C.1进行。
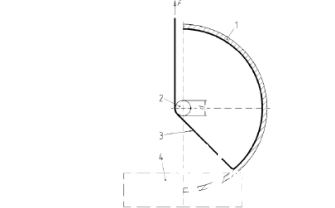
说明: F-拉力
1-切割出的样管圆片
2-导向轮 d=0.1DN
3-剥离管壁的纺织内衬条
4-固定装置
图C.1 剥离试验设备示意图
A.3 试验过程
a)从样管上不同位置(管顶,管底及管侧)加工出至少4片弧度为90°至180°的带衬管片,管片轴向宽度至少为0.4DN。
b)在管片上沿圆周方向进行切割,对管片上的内衬进行分割并加工出4条宽度为0.1DN的内衬条。
c)在试样管片上先凿出足够长的内衬,后与剥离仪器的夹具相连。匀速进行剥离测试,剥离速度为10mm/min,过程中以不大于5s的间隔记录剥离强度,直至整个内衬条完全从管壁剥离。
d)试验应记录样管上全部至少16个内衬条的剥离强度,数据精确到0.01N/cm。
A.4 90°剥离强度试验记录报告
90°剥离强度试验记录报告可参照表C.1进行记录。
表C.1 90°剥离强度试验记录报告
| 记录号: | 日期: | ||||
| 试验单位: | 记录员: | ||||
| 组成部分 | 测量设备 | ||||
| 纺织内衬: | 仪器号: | ||||
| 管道材质: | 力学测试范围: | ||||
| 内管径: | 剥离速度: mm/min | ||||
| 样管信息 | |||||
| 施工单位: 施工队伍: | |||||
| 翻转日期: 截样地点: | |||||
| 试验结果 | |||||
| 试样条 | 宽度 b (cm) | 剥离力度平均值 Fm(N) | 剥离强度平均值 Pm(N/cm) | 断裂 (是/否) | 附注 |
| 1 | |||||
| 2 | |||||
| 3 | |||||
| 4 | |||||
| 5 | |||||
| 6 | |||||
| 7 | |||||
| 8 | |||||
| 9 | |||||
| 10 | |||||
| 11 | |||||
| 12 | |||||
| 13 | |||||
| 14 | |||||
| 15 | |||||
| 16 | |||||
| 剥离强度(平均值): N/cm | |||||
附 录 A
(规范性)
样管水压爆破试验
A.1 试验原理
在修复后管内打压并观察开孔处内衬情况,确定该处内衬的承压能力。
A.2 样管准备
修复前应预先在将要截取的样管中间的顶部位置开孔,而后进行正常翻转修复,修复后将带孔管段截取下来,剥离其两端的内衬材料,在任意一端开孔并焊接无缝钢管(见图D.1)。样管制作应符合压力容器相关国家标准的规定。其中,公称直径用DN表示。
单位为毫米
图D.1 水压爆破测试样管示意
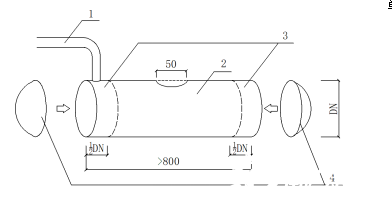
图中:
1——连接钢管;
2——内衬区域
3——剥离内衬区域;
4——封头。
A.3 试验设备及试验介质
——试验采用手动试压水泵,流量宜为1m3/h,扬程宜为4.0MPa。
——压力计的量程应与试压水泵的扬程匹配,精度不低于1.5级。
——无缝钢管与试压水泵应采用丝扣连接。
——试验介质应为20℃±5℃的常温水。
A.4 试验过程
试验装置连接完毕后,用手动水泵开始加压至修复后管道最大工作压力的1.5倍并稳压1h,观察开孔处内衬;之后每隔20min提高0.1MPa,压力达到2.5MPa后稳压1h,观察开孔处内衬;继续提高压力,直至样管开孔处内衬爆裂,并记录开孔处内衬爆裂时的压力值。





 正在加载...
正在加载...


