 切换行业
切换行业

摘要:从乙炔的由来、生产、应用、对环境的污染,国家对于新型能源的政策,烷烃类燃气如何实现催化替代乙炔气体等方面介绍了替代型工业燃气的发展现状。
关键词:乙炔 替代型燃气 天然气 催化 节能减排 环保
自从100多年前法国科学家将氧—乙炔气运用到金属切割和焊接领域后,乙炔气就成为全球金属焊割的主要燃气,对工业大革命和人类技术创新有过不可替代的贡献。
乙炔是叁健的不饱和的烃类化合物,其化学性质活泼,具有爆炸性。它于1836年被英国科学家戴维(Edmund Davy)发现,但直到1892年利用电炉生产电石的方法被发明以后,它才开始被用于照明。随着工业的发展,1903年法国首先将乙炔用于金属的焊接与切割,从而被广泛应用于工业生产。
⑴乙炔在被工业生产大量应用时,它的来源主要依靠使用电石的发生装置来供给。但是由于大型的乙炔发生装置搬运不便。小型的乙炔发生装置安全性能差,易发生爆炸事故,使用不方便。电石渣又难以集中利用,于是人们开始研究用其它方法来贮存、运输和使用乙炔气。
起初人们研究把气态乙炔像其它气体一样,压缩到钢瓶中进行了一系列运输和使用试验,但是由于高压的气态乙炔,给予很小的能量(例如当乙炔压缩到15大气压时只需要0.56×10¯³焦耳的能量)就会发生分解爆炸,试验遭受到失败。随后人们又采取像液化气体那样把乙炔液化成液体贮存在容器中使用,但液化乙炔更具有爆炸性,稍一不慎就发生爆炸事故。所以高压的气态乙炔和液化乙炔在工业上都不能得到实际应用。
为了将这种危险性大的气体稳定地贮存在钢瓶中,直到1896年在法国发明了一种特殊的钢瓶,在瓶中填满一种多孔物质,并在多孔物质上浸润丙酮作为溶剂,当乙炔被压缩充入瓶中时,由于溶剂吸附在多孔物质的毛细孔中,而高压乙炔又被溶解在溶剂中,从而达到安全贮存、运输和使用的目的。这种被称为溶解乙炔气瓶的特殊钢瓶的诞生,使溶解乙炔在工业上得到了更广泛的应用。因此溶解乙炔的发展离不开乙炔瓶,所以溶解乙炔的发展史,也可以说是乙炔瓶的发展史。
溶解乙炔在我国也已经有了六十多年的历史,早在1920年法商在上海芦家湾徐家汇路开设氧气厂,引进了法国溶解乙炔的技术和设备及乙炔瓶。1932年上海中国炼气厂从德国引进了技术和设备。1936年法商又在青岛开设东方修焊公司,这就是我国解放以前仅有的三个溶解乙炔厂(站),其规模都较小,而且主要用于我国沿海的航标灯。
解放以后,随着我国工业的发展,溶解乙炔工业也有了一些发展,但由于对推广使用溶解乙炔气瓶的优越性认识不足,在较长一段时间内发展缓慢,直到1979年全国生产溶解乙炔的厂(站)也仅有十一家,而且大多数又是大型企业的附属站,规模都较小,产品主要供给本厂使用,装置总容量仅有300米³/时,在用的乙炔瓶也仅有约8000多只,年产乙炔约1000吨。
1979年10月原国家劳动总局为了加强对乙炔瓶的技术监察和安全管理工作,发文委托上海市劳动局组织编写《溶解乙炔气瓶安全监察规程》,作为设计、制造、充装、使用、管理和出口乙炔瓶的技术依据和暂行法规。编写组于1980年1月完成了“规程”征求意见稿,并于同年3月在上海召开了“规程”征求意见会,广泛地听取了国内有关设计、制造、充装、使用、管理、科研和高等院校的宝贵意见。以后又进行了一系列科学试验,于1980年8月完成“规程”送审稿。同年10月原国家劳动总局修改后,于1981年6月4日正式颁发在全国试行,从此我国有了第一部国家颁布的乙炔瓶法规,这就为我国推广使用溶解乙炔气瓶,发展溶解乙炔工业奠定了基础。
为加强溶解乙炔质量的管理,我国第一部《溶解乙炔》气体国家标准GB6819—86于1986年9月发布,1987年8月起实施,并于1996年对标准进行了修订,该标准的实施对我国溶解乙炔行业的质量管理起到了指导性的作用。
1989年,原机械工业部为了加强对溶解乙炔设备设计制造的管理,委托由中国空分设备公司负责《溶解乙炔设备技术条件》专业标准的起草工作。起草小组在广泛听取了国内有关设计、制造、使用等单位的宝贵意见下,参照国外相关标准,于1990年12月完成了《溶解乙炔设备技术条件》的制定工作,并于1991年9月发布实施。由于该标准在以后几年的实施过程中遇到了一些难题,因此于2000年对该标准进行了修订。新的标准JB/T8856-2001《溶解乙炔设备》于2001年5月发布,2001年10月实施。
90年以后,随着我国溶解乙炔行业的发展,国家相继制定发布了GB50031-91《乙炔站设计规范》、GB1359-92《溶解乙炔充装规定》、GB17266-1998《溶解乙炔气瓶充装站安全技术条件》、GB12135-1999《溶解乙炔气瓶定期检验与评定》、GB13003-91《溶解乙炔气瓶气压试验法》、溶解乙炔生产安全管理规定等一系列标准规定。
通过标准、法规的发布、实施,使我国的溶解乙炔行业逐步走上了有序健康的发展道路。
国家为了迅速在我国推广使用溶解乙炔气瓶,发展我国的溶解乙炔工业,国家科委、机械工业部和劳动人事部先后邀请日本、瑞典和美国等国家制造乙炔瓶和生产溶解乙炔及其设备的工厂和管理机构来华交流技术。
1979年10月12~19日由国家科委、机械部邀请日本高压气体工业公司来华在北京交流乙炔瓶填料制造工艺和填料生产设备方面的技术,及乙炔瓶填料检验标准等。
1980年12月7日瑞典AGA公司应机械部邀请来华在北京就溶解乙炔工厂设备及乙炔瓶的制造进行了技术座谈。
1984年10月29~30日,AGA公司技术商务代表团在杭州与中国空分设备公司进行了AGA公司成套、溶解乙炔设备的技术交流,技术交流同时也邀请了四川空分设备厂、自贡机械厂、邯郸制氧机厂和常州飞机制造厂参加。通过这次交流,使我国进一步了解了国外溶解乙炔设备的水平,明确了我国溶解乙炔设备技术开发的方向。
1985年9月20日~25日劳动人事部邀请美国压力钢瓶有限公司(USCylinders)和雷克刹(Rexarc)公司来华在沈阳对乙炔钢瓶的制造和乙炔瓶填料生产工艺及中压发生器溶解乙炔生产设备进行了技术交流。
1986年2月22日~25日,我国就有关溶解乙炔气瓶的商品检验技术问题和日本高压气体公司、关东乙炔工业公司、(株)关东氧气工业所、关东高压容器经营公司以及(株)关东高压容器制造所等单位进行会谈。通过这次会谈签订了“关东溶解乙炔气瓶商检技术条款备忘录”。
1986年12月1日~12日,根据中、日政府间国际协力事业(JICA)1986年科技交流计划,由劳动人事部主持,在江苏常州举办“中、日溶解乙炔气瓶技术交流讲座”。日本通产省环保局,高压气体保安协会,和关东乙炔工业公司受日本政府委托,派员来华就溶解乙炔的生产管理、乙炔瓶的检验和溶解乙炔生产工艺及事故的预防等方面进行了技术交流。
国家在组织和国外技术交流的同时,曾多次派员出国考察。通过技术交流和考察,使我国在溶解乙炔工业的行业管理、乙炔瓶的制造和检验、规程和标准的制定以及溶解乙炔的生产工艺、事故的预防、设备的制造等方面有了进一步提高。
为了在我国推广使用溶解乙炔气瓶,国家经委、劳动人事部先后多次发文建议在全国范围内,根据各地具体条件,社会需要,逐步生产、推广使用溶解乙炔气瓶。同时为了落实乙炔瓶的试制和生产。自1979年先后批准了十三个工厂试制、生产乙炔瓶,截止1984年先后已有十一个试制厂通过了国家技术鉴定,投入了批量生产。到1984年底十一家乙炔瓶生产厂共生产了十一万三千多只。以后产量逐步上升。1985年一年中就生产了约十一万五千多只。1986年各生产厂设备的生产能力已达年产三十三万只,但1986年实际生产了约二十二万只,1987年产量达三十三万只,以后随着我国市场经济的深入发展,进入90年代钢瓶生产企业进行了大洗牌,优胜劣汰,淘汰了大部分钢瓶生产厂家。
国家经委和原国家劳动总局于1982年1月发文确定由机械部负责溶解乙炔厂(站)的成套设备供应,和乙炔厂(站)的系列化定型设计、设备制造、成套供应安装、调试和人员培训等技术服务工作。机械部确定由中国空分设备公司统一技术归口和组织成套供应。成套供应20m³/h、40m米³/h、80m³/h的乙炔厂(站)设备。在1982年还主持了乙炔瓶阀门和乙炔减压器及乙炔瓶用阻火器的鉴定,从而使国内的乙炔厂(站)得到了较快的发展,加快了溶解乙炔气瓶推广使用的速度。
从八十年代中期,我国先后从美国、瑞典、日本引进了几十套溶解乙炔设备,在引进设备的同时,使我们了解了国外溶解乙炔生产技术的水平。从美国引进的设备基本上是美国二战时期设计、生产的中压工艺装置,采用中压发生器、干粉净化装置、无水氯化钙高压干燥器、水浴式乙炔压缩机。应该说除了乙炔压缩机及控制系统外,其它工艺装置及生产工艺较为落后。从日本引进的乙炔设备虽然采用了低压发生工艺,但配套了安全性差、乙炔提取率低的敞开式乙炔发生器及无水氯化钙高压干燥器,其成套装置的工艺水平也较一般。从瑞典AGA公司引进的溶解乙炔设备采用了低压发生工艺,配套了安全性好,乙炔提取率高的低压电石入水式主副发生器、硫酸法净化装置、双列活塞式乙炔压缩机、分子筛无热再生变压吸附高压乙炔干燥器及带金属绕性管的乙炔充装排等,还配套了全气动生产控制装置和紧急处理控制装置。在引进设备的同时还给我们带来首套溶解乙炔设备的设计标准——德国TRAC标准,在当时该标准向我们提供了全新的溶解乙炔设备设计理念和设计依据。
我国的溶解乙炔设备的开发设计、制造走过了从八十年代初的仅满足于生产的简陋型到九十年代中期的安全型,再到现在的安全环保型的过程。其目前的工艺水平接近国际先进水平。随着我国市场经济改革的不断深入,溶解乙炔设备设计、制造行业在取得较大发展的同时也出现了一些混水摸鱼、依次充好等新的矛盾。目前在国内生产溶解乙炔设备的企业约有七、八家,但真正有一定技术水平,有独自进行工艺、设备开发设计能力,产品符合专业标准要求的企业为极少数。
我国溶解乙炔厂(站)的建立是在国家统一规划下,有计划、有步骤的分期分批建设的。国家经委和原国家劳动总局于1982年1月发文通知全国要有组织有计划地发展。提出溶解乙炔厂(站)应以大、中工业城市为主进行。要充分利用现有电石厂进行布点改造。某些氧气厂、大型企业的乙炔站,有条件改造增加瓶装乙炔气供应的,也要充分利用。要求化工部对溶解乙炔的生产,在技术、质量、安全等方面要给以指导。为此化工部于1984年10月在江苏吴县召开了全国小电石生产管理座谈会,要求各地加速发展溶解乙炔,编制好本地区溶解乙炔布点规划。生产规模以50~100万米³/年为宜,并力求采用先进技术,加强本地区溶解乙炔生产的管理。
1
985年5月国家经委、化工部又发出“关于加强对溶解乙炔管理的通知”进一步明确溶解乙炔列为化工部门归口管理的产品。溶解乙炔的生产发展规划由省、市化工厅(局)编制经同级经委批准。
1987年12月15,经国家经委、劳动人事部、国家机械委、化工部、国家物资局联合发出经机[1987]776号文“关于加强溶解乙炔气站和溶解乙炔气瓶管理的通知”明确提出,为了有组织、有计划、稳定、合理地在全国推广使用溶解乙炔,避免盲目性,减少不必要的损失,作出以下几条规定:
(1)严格按发展规划建设溶解乙炔站
溶解乙炔是化工产品,统一由化工部实行行业管理,乙炔站必须严格执行国务院发布的《化学危险品安全管理条例》,由劳动、公安、环保等部门进行监督检查;各省、自治区、直辖市化工厅(局)负责编制本地区的溶解乙炔发展与乙炔站的布点规划,经同级经委批准后报化工部备案,乙炔站建成后按化工部(87)化工司字7号《溶解乙炔工程竣工投产验收方法》进行验收。
(2)严格整顿溶解乙炔气瓶的质量与管理
乙炔瓶是移动式压力容器,由国家机械委负责行业归口管理,劳动人事部负责安全监察,国家物资局负责安排生产计划、产品分配和主要原材料供应;乙炔瓶制造厂必须严格执行《溶解乙炔气瓶安全监察规程》和国家标准,不断提高乙炔瓶的安全性能与使用性能;目前乙炔瓶厂,布点基本合理,供需大致平衡,因此原则上不宜再建新厂。
(3)严格控制乙炔站设备和乙炔瓶的进口
国内已从美国、瑞典、日本等国进口约三十多套乙炔站设备,要积极做好消化吸收工作,不得再重复进口;严格控制乙炔气瓶进口,按国发[1987]52号文的规定审查把关。
乙炔在很长一段时间内成为工业切割、焊接、火焰喷图等工艺不可替代的燃料,乙炔在特种切割中发挥了不可替代的作用,如球墨铸铁、钼钢、不锈钢等工件的切割。焊接工艺中乙炔较其它燃气更具有特殊的优势,操作简便,适用性强,火焰喷图因其具有速度快,质量好等优点收到广大企业的青睐。
但随着生产力的发展和社会的进步,人类越来越注重环保、节能、安全、高效,对乙炔气暴露出来的弊端和缺陷也有了越来越清晰的认识。上世纪七十年代,在欧美、日本发达国家就已开始逐步淘汰乙炔气,取而代之的是以丙烷、丙烯、天然气、汽油、焦炉煤气、氢气等为主体的工业燃气。
⑵2002年,国务院获准通过的全国范围内的计划为控制污染制定出详细的目标,并且指明了对于治理工作评估的具体方案,推出了保证计划顺利执行的政策及措施。国家环保总局局长解振华表示:“中国政府从来没有像现在这样把环境保护问题放在如此重要的位置上。环境问题是保证国家稳定富强、人民生活幸福的关键所在。”
⑶2009年,根据全国人大十一届二次会议审议通过的政府工作报告和计划报告,国家发改委又对节能减排工作进行了八项重点工作安排。
一、大力推进产业结构优化升级。坚决遏制高耗能、高排放行业低水平重复建设。提高项目节能环保准入门槛和“两高”行业项目资本金比例,引导金融机构严格限制高耗能和产能过剩行业贷款。加快淘汰落后产能,今年计划关停小火电机组1500万千瓦,淘汰落后炼铁产能1000万吨、炼钢600万吨、造纸50万吨。中央财政采取转移支付方式,对经济欠发达地区淘汰落后产能给予奖励。
二、继续加大重点工程实施力度。安排新增中央投资、中央预算内投资、中央财政资金支持十大重点节能工程、循环经济和重点工业污染治理项目;支持城镇污水、垃圾处理设施建设和重大环保技术示范项目;支持重点流域水污染防治项目。
三、加快推广高效节能产品。实施“节能产品惠民工程”,今明两年通过财政补贴方式,对达到能效等级1级或2级标准的高效节能空调、电冰箱、洗衣机等10大类产品,加大推广力度。今年通过财政补贴方式推广节能灯1亿只,支持在13个城市开展节能新能源汽车推广应用试点。
四、积极推进循环经济发展。深化国家循环经济示范试点和汽车零部件再制造试点,支持建设一批循环经济重点项目。开展“循环经济专家行”活动,推广典型经验。大力推进矿产资源综合开发利用和报废汽车、废旧家电回收利用。加快再生资源回收体系建设。研究建立循环经济评价指标体系和统计制度。
五、加快发展节能环保产业。研究促进节能服务产业发展的政策,鼓励专业化节能服务公司采用合同能源管理方式,为中小企业、公共机构实施节能诊断、融资和改造服务。研究制定加快推进城镇污水、垃圾处理产业化发展意见。
六、继续强化目标责任评价考核。加快完善节能减排统计、监测及考核体系。开展 2008 年省级政府及重点企业节能减排目标责任现场评价考核,考核结果向社会公告,落实奖惩措施。
七、不断完善法规和政策。出台固定资产投资项目节能评估和审查办法。加快制定或修订高耗能产品能耗限额强制性国家标准和
主要用能产品强制性能效标准。继续推进资源性产品价格和环保收费改革。积极落实差别电价政策。落实企业购买节能环保设备和节能环保投资项目所得税优惠政策。研究建立循环经济发展专项资金。
八、进一步加强节能减排监督管理。加大对重点地区和行业经常性节能减排监督检查力度。继续深入开展整治违法排污企业保障群众健康环保专项行动,集中力量对挂牌督办企业、区域限批地区,以及重大环境事件和严重违法地区进行环保后督察。
⑷一系列的政策预示着新型能源将成为未来社会发展的主流产业,《美国清洁能源与安全法案》及在09年11月召开的哥本哈根会议将成为低碳经济的催化剂——所有的经济活动都将会以低碳经济重新定义,全球将出现统一的碳交易市场。
低碳经济是一个很大的范畴, 低碳产业体系包括火电减排、新能源汽车、节能建筑、工业节能与减排、循环经济、资源回收、环保设备、节能材料等诸多新兴行业,更可能是一个可在未来40年高成长的、可持续关注的投资机会。
上世纪70年代日本崛起时,油价每桶从2美元涨至20美元,出现第一次能源危机,进而演变为全球经济危机和股市暴跌。这一次“金砖四国”的快速崛起也同样导致了资源价格暴涨,油价每桶从30美元涨到147美元,铁矿石价格亦暴涨,所有资源品价格都出现大幅暴涨,最后结果就是经济崩盘。
2008年爆发的经济危机说明此前的高碳经济(煤炭、钢铁、有色等)老路已经走不通了——如果全世界人民都像美国人那样去买大房子和大排放量汽车,那么发展下去的结果就是地球毁灭。
我们经历的这个人类历史上第六大超级熊市也告诉我们,世界上没有简单的经济崛起之路,按照高耗能高消耗高排放的老路发展下去是不可持续的。新经济体的崛起必须开创新的经济发展道路,发展资源节约型、环境友好型的低碳经济是中国经济崛起的必然之路。
目前,人类面临两个最大的问题:气候问题和能源问题。气候问题已经非常严重,空气中二氧化碳的当量浓度达到400PPM(百万分之一),如果到了450PPM全球温度会上升2度,北冰洋的冰层都会融化,导致海平面上升。英国科学家讲人类拯救地球的时间只有七年,气候问题成为关系人类生存的核心问题,解决之道就是发展低碳经济,用市场化的办法,使高碳经济为低碳经济买单。
最近,各国都在探讨对高碳行业和企业征收二氧化碳排放税,通过排放许可权交易补贴低碳和零排放的清洁能源,达到减少二氧化碳排放和解决气候问题的目的。
根据国家产业政策及行业发展方向,节能环保项目逐步成为社会发展的主流,而高耗能、高污染的企业发展将会受到极大的限制。
原国家科委于一九九二年就下文号召推广使用氧-丙烷切割技术,并将此项目列为《国家级科技成果重点推广计划》;国家机械工业部也于一 九九五年作出了《不再审批新建、扩建电石、乙炔气厂》的决定;一九九六年九月二十六日,原国家经贸委、国家计委、国家科委联合下发国经贸资(1996)628号文件,将新型焊割气列为重点节能推广项目;一九九九年 一月二十二日,原国家经贸委颁发第6号令,将电石气列为落后的生产工艺设备,要求坚决予以淘汰,同年十一月,国家技术监督局颁发了GB17673-1999焊割气专用钢瓶标准。这些文件的发布给当时兴起中的烷烃类新型焊割气产业指明了发展的道路和提供了有力的政策保障。
而乙炔气的生产工艺复杂,首先将焦炭与氧化钙(分子式CaO)置于2200℃左 右的电炉中熔炼,生成碳化钙(分子式CaC2,俗称电石,每生产1吨电石会产生3吨以上的毫无用处的电石渣,同时排放大量的H2S、H3P等有害气体和污水杂质,严重污染环境。生产一吨乙炔气需耗电3600度和一吨多焦炭,以及大量的人工,每瓶乙炔气的充装量由原先的7公斤变为现在的不足3公斤,加之丙酮价格的攀高,生产一瓶乙炔气直接成本在35元以上,销售价格在60-80元不等,因而各地普遍存在短斤少两、充装量不足的现象,更有甚者将石油液化气与乙炔气混装,以次代好,不仅增加了使用单位的生产成本,而且严重扰乱了市场,导致市场竞争日趋激烈,迫使众多乙炔生产厂家及乙炔经销商寻找替代型产品,从而推动了新工业燃气的大发展。
然而任何技术的发展都有着不断完善的过程。上世纪九十年代末期我国开始出现了各种类型的焊割气,但真正应用到实际生产中的是凤毛麟角,因为要完全替代乙炔,至少必须达到乙炔的使用功效,而这些产品普遍存在切割预热慢,耗氧量大,不能进行焊接,烤校,火焰喷涂甚至工具也不能跟乙炔通用。虽然新技术产品存在一些缺陷,但人们从来没停止过对新型焊割气的研究和开发,这是时代发展的要求,市场的呼唤,是大自然向人类提出的严峻的课题,是大势所趋!
⑸二十世纪六十年代起国际上即着手其用于工业切割试验,我国亦于七十年代初开始研究,并于九十年代初由哈尔滨焊接研究所等试验成功,并由国家科委(92)国科成办字第097号文在全国范围内推荐使用。
对烷烃类新型焊割气国内外研究探索者经历了漫长的探索,早先用丙烷或丙烯直接配合氧气使用,温度可达2200℃左右,只能用于切割但与乙炔相比预热时间长。后来,通过改进工艺,丙烷+丙烯,比例约为1:2配合氧气温度可达2500℃左右也达不到乙炔的切割效果。对石油液化气用于切割的测试发现,石油液化气耗氧量大,残液多,对环境温度要求较高。通过在石油液化气或丙烷里加上水溶性添加剂,用于切割,效果也没有明显改善。但这种尝试为后来的新型焊割气研制奠定了初步的理论基础,具有启发性意义。
采用水溶性和油溶性混合添加剂,会与母液产生分层达不到效果,不是科学和安全的方法。采用混合脂性添加剂,虽然与母液有较好的互溶性,可提高温度至3000℃左右,也只能用于切割,但要求母液只能用高纯度丙烷,否则难以解决气化问题,且高纯度丙烷成本高。而混合脂性添加剂与油溶性添加剂共存,温度可达3200℃左右,活化系数提高,使用效果较好,切割效果优于乙炔。但生产工艺较复杂,添加剂的顺序要求较严格,抗爆性差,有效期短,只能在小范围内(仅限于金属切割)使用。
实践证明,助燃催化剂对于烷烃类燃气的催化是有一定作用的,虽然催化剂的组成成分及催化效果各不相同,但对于新型燃气的发展做了很好的铺垫。
目前国内外从事于燃气催化的企业已发展到了一定的规模,大多是由中小型企业开发的一些助燃催化剂,对于高纯度丙烷有一定的催化效果,但是对于石油液化气、天然气、焦炉煤气等效果不明显。1962年前后由日本最大的工业燃气公司岩谷产业开发的工业切割气-霞普气,于八十年代后期在我国东部沿海地区应用,霞普气就是纯丙烯气(C3H6),火焰温度在3000度以内,目前国内使用较少。特利气是近几年于国内出现的一种燃气,主要是由丙烷与丙烯按一定比例配合而成,其燃烧温度较丙烷略有提高,其性能与丙烷、氟莱玛克斯气、霞普气相同,成本较丙烷略高。在低碳钢等薄板切割中有一定优势。但各地生产厂家加入的添加剂由于产地、配方不同,内在质量不一,难以达到预期目的,添加后效果多不明显,其火焰温度不高、切割预热时间长、耗氧量大、切割范围不广、不能喷涂、不能焊接、难以替代乙炔气。 金火焰燃气是近几年国内出现的一种燃气品种,它采用美国技术CHEMANE2(凯腾-2)添加剂与高纯度丙烷混合溶解合成,与前几种气体相比在安全、环保性能方面有了较大进步,但在使用过程中仍有回火现象、预热时间长、多层金属切割难度较大成本高,不可焊接,烤校性能不如乙炔,不能火焰喷涂等不足,且产品中含苯,长期使用对人体有害。
国内近年出现的助燃催化剂如:先锋、绿火焰、蓝火焰、亚绿、TD、金火神等分别在高纯度丙烷里有一定效果,但是部分催化剂本身具有很强的氧化性、腐蚀性、挥发性、固体颗粒等,长时间注入到钢瓶内会对钢瓶本身造成伤害,导致安全隐患。
目前市场上的替代燃料主要有:丙烷、丙烯、石油液化气、二甲醚、焦炉煤气、天然气、汽油、氢气等。
这些原料气主要特性如下:
丙烷(C3H6)是石油化工工业的副产品,来源丰富,价格低廉,且燃烧对环境无污染,是乙炔可行的替代品。由于丙烷火焰温度较低,预热时间相对比乙炔长,这是目前推广应用中遇到的一大困难。这主要是对丙烷的燃烧特性不够了解,操作者仍沿用氧乙炔焰切割习惯所致。为降低预热时间,采用氧化焰(氧化焰条件下可以提高丙烷火焰温度) 和适当调整割炬与切割表面的距离,可大大缩短预热时间,待进入正常切割后,再适当减小供氧量。另外,通过适当改变预热火焰的角度,集中预热较小体积金属使之迅速达到燃点,以减少预热时间。由于丙烷火焰热量分布分散,温度较低,由火焰导致金属熔化的可能性较小,因此割口上沿不易造成塌边,切口光滑平整,割口下沿挂渣少,易清除。由于丙烷火焰温度低,丙烷需加添加剂提高火焰温度。
丙烯(C3H6)的焰心和外焰都有较高的热释放,焰心热量分布与乙炔相似,外焰热量比乙炔高。因此,丙烯既具有乙炔火焰的属性又具有丙烷外焰的高热含量,火焰温度比乙炔焰约低,但比丙烷火焰温度高,是一较好的切割用燃气。丙烯火焰的切割特点是:火焰温度较高,切割预热时间与乙炔相比约有增加,但比丙烷快,由于外焰热含量高,对于厚大构件切割有利。
液化石油气来自炼厂气、湿性天然气或油田伴生气。由天然气和伴生气中得到的液化石油气主要成分是丙烷(为通常俗称为残液的主要成分)、丁烷、丁烯和少量戊烷。液化气成分复杂,燃烧时火焰不集中,热量不均衡,火焰温度低,切割预热时间相应增长,切割速度降低,功效差。
天然气(CH4)是目前切割用燃气中价格最为低廉的一种燃气,由于其燃烧速度慢,火焰温度低,切割预热时间相应增长,难以应用,纯天然气热值较低,运用到火焰切割中预热时间长,切割速度慢,不仅耗费燃气,而且耗费氧气,达不到质量要求,降低工作效率,提高了切割成本,因此纯天然气不适合用于切割,需加添加剂提高火焰温度。
氢气(H2)价格低廉,由电解水制成,无污染,着火温度为580~590℃,与空气混合的爆炸极限是4.0%~74.2%,与空气相对密度小15.6℃时0.069。氢气虽然燃气热值低但由于燃烧速度快,故其燃烧强度仅次于乙炔而高于其它燃气,但使用范围小,不易推广使用。
焦炉煤气是在炼焦炉中经高温干馏后,在产出焦炭和焦油产品的同时所得到的可燃气体,是炼焦产品的副产品。焦炉煤气主要由氢气和甲烷构成,分别占56%和27%,并有少量一氧化碳、二氧化碳、氮气、氧气和其他烃类,主要用于连铸切割。
催化剂在推进替代型燃气中发挥了重要的作用。目前众多业内人士在提到催化剂与燃气是怎样发生作用时最多的提法是混合,催化剂液体与气体是怎么进行混合的呢?一个是液态形式的,一个是气态形式的,如果说催化剂液体与丙烷液体或者石油液化气在钢瓶内混合尚可说的过去,然而催化剂与天然气混合的说法是没有任何科学依据的。如果发生混合现象只能是催化剂变为气态才能够与天然气气体发生混合,然而要使催化剂变为气态首要的条件是催化剂本身具有很好气化性,其汽化速度应与丙烷汽化速度相当,或者给催化剂加温,强制汽化 ,才能达到混合的目的。
目前市场上的气剂混合柜加装在管道天然气上如果说能够与天然气混合均匀,那么催化剂的反应活性应该更加活跃才能实现混合的目的。另一种可能就是天然气在通过气剂混合柜时将液态的催化剂携带出去,达到混合的目的。然而天然气和催化剂的比例又如何控制呢?
如果使催化剂与可燃气体发生理化反应,达到催化助燃的目的,首先燃料在催化剂表面能够进行完全的氧化反应。在催化燃烧反应过程中,反应物在催化剂表面形成低能量的表面自由基,生成振动激发态产物,并以红外辐射方式释放出能量;催化剂与天然气(液化石油气)分子结合后(以离子结合方式出现或者是最大限度的互相溶解),从而改变了燃气的性质,在燃烧状态下改变了气体波长、燃烧频率、燃烧速度等,实现了二次完全燃烧,在反应完全进行的同时,通过催化剂的选择性来有效地抑制生成有毒有害物质的副反应发生,基本上不产生或很少产生NOx、CO和HC等污染物,达到了高温催化燃烧的目的。
通过对压缩天然气(CNG)的研究发现,首先将催化剂加入钢瓶内,然后充装天然气,与不添加催化剂的天然气比较,催化后的天然气火焰切割时的温度明显提高,切割速度优于乙炔,氧气、燃气消耗量大幅度降低,切割后的钢板表面平整,挂渣少,使用安全系数大大提高。将催化后的天然气用于汽车,汽车的动力明显增强,并且达到了节约燃气的目的。
从甲烷、丙烷、催化甲烷、催化丙烷及乙炔的燃烧可以看出几种燃气的理化性质,从而直观的验证催化剂对烷烃气体的催化作用。
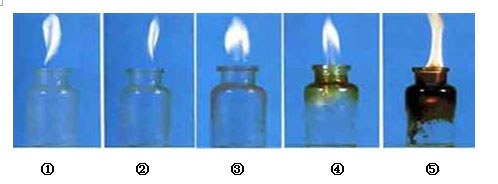
① 加入催化剂的甲烷燃烧情况 ② 甲烷燃烧情况 ③ 加入催化剂的丙烷燃烧情况 ④ 丙烷燃烧情况⑤ 乙炔燃烧情况
甲烷燃烧时火焰不稳定,通过催化,甲烷燃烧稳定,火焰颜色及火焰形状发生了改变。丙烷通过催化后能够更加明显地看到火焰发生了变化。乙炔燃烧时容易发生不完全燃烧的状态,容易冒黑烟,对环境及操作者造成危害。从以上情况可以看到,催化后的烷烃类气体不仅能够很好的替代乙炔气,实现节能环保的目的,而且为新型能源的发展及应用打下了坚实的基础。
目前国内使用的替代型燃气主要以丙烷气为主,部分地区也使用石油液化气,长江三角洲、珠江三角洲等沿江沿海地区造船企业率先采用液化天然气(LNG)为母气,通过加注催化剂的方式来置换现有的切割气,在经济方面和节能减排方面取得了很好的效果。压缩天然气(CNG)调压器的研发与规模化生产为催化CNG的发展奠定了基础。山东、江浙等地的陶瓷企业及铸造企业也纷纷采用催化天然气窑炉工艺,不仅提高了陶瓷产品的质量,在环保方面也做出了表率。
苍溪隆兴天然气投资发展有限责任公司将自主研发的催化剂与液化天然气(LNG)通过特殊工艺合成为工业焊割气,打破了国际先例,到目前为止,尚未有任何一家企业宣布将催化剂与低温天然气有机结合,形成工业焊割气。催化后的LNG应用范围将会更加广泛,不仅能够在焊割领域得到更深入的发展,在新型燃料汽车的应用领域里也将得到广泛的应用。

LNG汽车加气站

LNG汽车
⑹进入80年代,随着世界范围内LNG工业的规模化发展和燃气汽车推广速度的加快,美国、加拿大、德国和法国等国家开始重视LNG汽车技术的研究。到90年代初开始小规模推广,效果十分理想,其显著的特点是不仅能满足严格的车辆排放法规的要求,更重要的是克服了CNG汽车的主要缺陷,兼有CNG、LPG汽车的优点,能满足长途运输的需要,更具实用性。LNG(液化天然气)汽车其突出优点是LNG能量密度大(约为CNG的3倍),气液体积比为625/1,汽车续驶里程长,(可达400km以上),建站投资少,占地少,无大型动力设备,运行成本低,加气站无噪音,LNG可用专用槽车运输,建站不受天然气管网制约,因此便于规模化推广。因而LNG汽车被认为是燃气汽车的发展方向,倍受车队经营者的关注。伴随着LNG汽车产业的发展,催化LNG也将会拥有广阔的发展空间。
国家能源局相关负责人日前在第四届再生能源金融论坛上透露,新能源振兴规划即将出台,随着相关发展目标的调整,中国在新能源领域的总投资将超过3万亿元,新能源产业的发展无疑已成为经济复苏的主脉络之一,而国内政策的大力刺激将提速该产业发展。
推动新能源的发展已成为各国寄托经济复苏的主脉络之一,正如美国总统奥巴马在近期所说,清洁能源行业是创造就业的一种模式。
总之,能源危机和环境污染已经成为21世纪的国际关键词,大力发展新能源则成为缓解经济发展与能源及环境之间的矛盾的又一战略选择和现实途径,各国在当前经济危机的压力下,之所以紧抓新能源行业不放,已经不单单是处于能源战略和控制碳排放和调整能源产业结构的需求,而更多的是发展一种新兴产业从而推动就业和经济复苏的需求,这大大提升了发展新能源产业的紧迫感。在未来一段时间内,替代型工业燃气将成为投资的热点,替代型工业燃气围绕新能源所形成的产业群有可能成为下一轮经济增长的支撑点。
参考资料:
⑴全国化学标准技术委员会有机化工分技术委员会 编
GB10665-2004《碳化钙(电石)》和GB6819-2004《溶解乙炔》国家标准实施指南 中国标准出版社 2004年11月29日发布
⑵《中国继续治理环境污染》 亚洲时报 2002-01-15
⑶ 国家发改委:今年节能减排有八项重点工作 中国新闻网 2009-05-04
⑷ 任桂芬、杨馥卿、门素梅 《推进经济增长与节能减排协调发展》
光明日报 2009-05-23
⑸ 液化石油气代替乙炔切割 《焊 接》 1971年Z1期
⑹ 叶勇 :我国发展 LNG汽车的可行性探讨 网络论文 2007-07-31


 正在加载...
正在加载...


